Aká je energetická efektívnosť a CNC elektrický servo štvorvalcový stroj na valcovanie plechov v porovnaní s plne hydraulickým systémom?
A CNC elektrický servo štvorvalcový stroj na valcovanie plechov je vo všeobecnosti energeticky účinnejší ako plne hydraulický systém vďaka nasledujúcim kľúčovým faktorom:
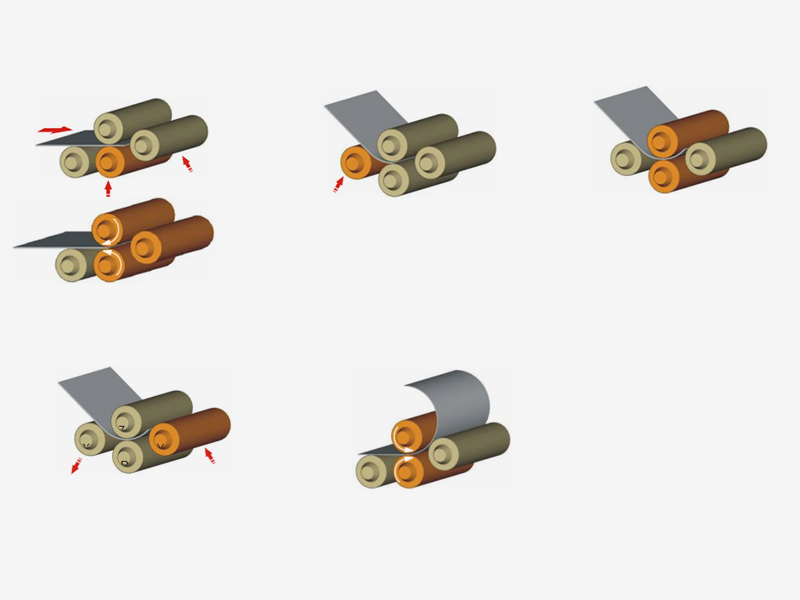
Presné ovládanie
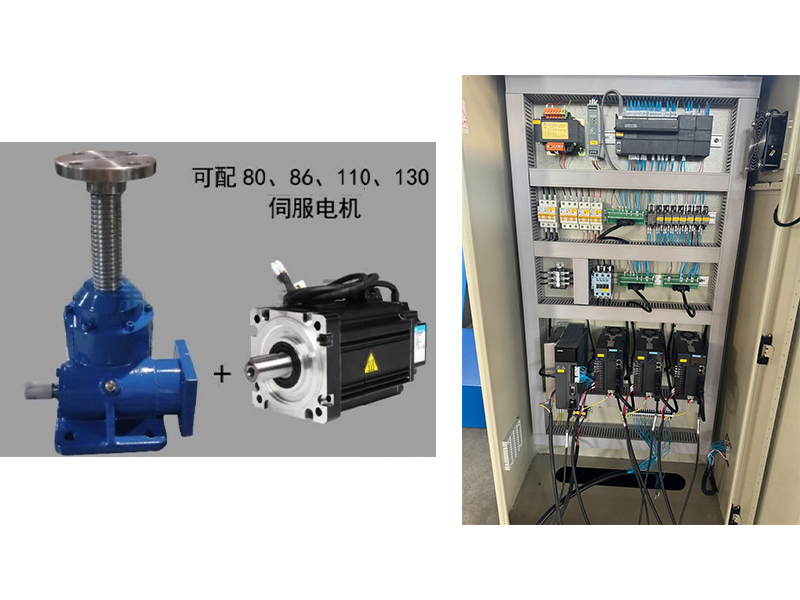
Systémy poháňané servomotorom poskytujú vysoko presné riadenie krútiaceho momentu a pohybu. Na rozdiel od tradičných hydraulických systémov, ktoré často bežia nepretržite, servosystém využíva energiu iba vtedy, keď je aktívny, čím sa výrazne znižuje spotreba energie pri nečinnosti.
Hydraulické systémy zvyčajne pracujú pri konštantnej rýchlosti a tlaku, aj keď nie je potrebný plný výkon, čo vedie k plytvaniu energiou. Naproti tomu servomotor môže dynamicky upravovať rýchlosť a výstupný výkon, pričom spotrebuje energiu len podľa potreby pre špecifické operácie.
Znížená tvorba tepla
Servosystémy generujú menej tepla, pretože sa nespoliehajú na neustále natlakovanú hydraulickú kvapalinu. Menej tepla znamená, že sa spotrebuje menej energie na chladenie a udržiavanie účinnosti systému. Nižšia tvorba tepla sa navyše premieta do dlhšej životnosti komponentov a zníženého opotrebovania.
Hydraulické systémy na druhej strane vytvárajú značné teplo v dôsledku stláčania tekutiny a trenia, čo si vyžaduje dodatočnú energiu pre chladiace systémy.
Schopnosti rekuperácie energie
Elektrické servomotory majú často systémy rekuperácie energie, najmä počas fáz spomaľovania alebo brzdenia. To znamená, že energia, ktorá by sa inak premrhala, sa znovu získa a znovu použije, čo prispieva k celkovej účinnosti.
V hydraulických systémoch je rekuperácia energie oveľa menej bežná, pretože hydraulické kvapaliny takéto opätovné získavanie energie jednoducho neumožňujú.
Tichší a efektívnejší pohotovostný režim
Keď je stroj nečinný, systémy poháňané servomotormi môžu prejsť do režimov nízkej spotreby alebo sa úplne vypnúť, pričom spotrebúvajú minimálnu energiu. Tieto systémy sú mimoriadne tiché a prispievajú tak k úspore energie, ako aj k príjemnejšiemu pracovnému prostrediu.
Hydraulické systémy majú tendenciu udržiavať konštantný tlak aj pri nečinnosti, čo si vyžaduje nepretržitú energiu na udržanie tohto stavu, čo vedie k vyššej spotrebe energie počas prestojov.
Dlhodobé úspory energie
Postupom času servosystém poskytuje kumulatívne úspory energie, najmä pri operáciách, ktoré vyžadujú časté pohyby štart-stop, variabilné rýchlosti alebo vysoko presnú prácu. Systém dynamicky upravuje požiadavky na napájanie, čím zabraňuje zbytočnej spotrebe energie.
Hydraulické stroje, hoci sú často jednoduchšie a robustnejšie v niektorých náročných aplikáciách, neponúkajú rovnako vyladené riadenie energie, čo vedie k vyšším prevádzkovým nákladom počas dlhšieho obdobia.
CNC elektrický servo štvorvalcový stroj na valcovanie plechov môže byť o 20-50% energeticky efektívnejší v porovnaní s plne hydraulickým systémom, v závislosti od aplikácie a prevádzkových podmienok. Tento rozdiel je spôsobený predovšetkým schopnosťou servosystému dynamicky upravovať výkon, znižovať spotrebu energie pri nečinnosti, znižovať tvorbu tepla a rekuperovať energiu.
 Nová generácia olejovo-elektrickej hybridnej technológie, úspora energie a zníženie emisií, vysoká účinnosť a nízke teplo a výrazne znížený pracovný hluk;
Nová generácia olejovo-elektrickej hybridnej technológie, úspora energie a zníženie emisií, vysoká účinnosť a nízke teplo a výrazne znížený pracovný hluk;